| 機型 |
單位 |
G43F 噴水式 |
| X,Y 行程 |
mm |
400x300 |
| U,V,Z 行程 |
mm |
60x60x220 |
| 最大工作物 (WxDxH) |
mm |
725x600x215 |
| 最大工件重量 |
kgw |
500 |
| XY進給速度 |
mm/min |
Max.800 |
| 馬達系統 |
axis |
AC 伺服馬達 |
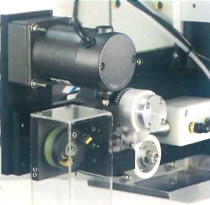
| 線徑(標準) |
mm |
¢0.15~¢0.3 (¢0.25) |
| 最大送線速度 |
mm/sec |
300 |
| 線張力 |
gf |
300~2500 |
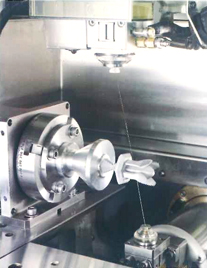
| 最大切割斜度(°) / 工件厚度(mm) |
- |
±14.5°/80(廣角噴嘴,DA+DB=15mm) |
| 本體外觀尺寸 (WxDxH) |
mm |
2200x2130x2130 |
| 淨重(含電源、水系統) |
kgw |
2575 |
| 水箱容量 |
L |
340 |
註1 : 最高可浸水加工高度 : Z 軸最高行程減 45 mm;AWT 機型最高行程減 90 mm。
註2 : 錐度加工時必須使用特定眼模、噴水嘴。
本公司隨時在進行研究改進的工作,因此保有隨時更改設計、規格尺寸及機械結構之權力。