機器規格
附件配備
機械特點
控制系統
加工實例
影片撥放
線上詢問
機型
單位
RX1063F 噴水式
X,Y 行程
mm
1000x600
U,V,Z 行程
mm
150x150x300
最大工件物 (WxDxH)
mm
1450x900x295
最大工件重量
kgs
3000
XY軸進給速度
mm/min
Max.800
馬達系統
axis
AC 伺服馬達
線徑(標準)
mm
¢0.15~¢0.3 (¢0.25)
最大送線速度
mm/sec
300
線張力
gf
300-2500
最大切割斜度(°) / 工件厚度(mm)
-
±21°/140(廣角噴嘴, DA+DB=15mm)
本體外觀尺寸 (WxDxH)
mm
2700x3000x2200
淨重(含電源.水系統)
kgs
6500
水箱容量
L
650
標準配備 / 選擇配備
標準配備 ● 選擇配備 ○
品名
規格
數量
濾水紙網
4 PCS
●
鑽石眼膜
0.26 mm
2 PCS
●
上下噴水頭
2 PCS
●
給電子
2 PCS
●
鑽石眼膜取付治具
1 PC
●
黃銅線
¢0.25 mm x 5kg
1 roll
●
工具夾具
1 Set
●
AC 電源
●
垂直校正器
1 PC
●
離子交換樹脂
噴水式
3L
●
浸水式
6L
可掀式操作面板
●
穩變壓器
○
自動斷電復歸功能
●
自動穿線 ( AWT )
○
大型供線輪
30KG
○
自動剪線器
○
Z 軸行程 400M
○
冷卻機
噴水式 (F)
2T
1 Set
●
浸水式 (S)
2T
1 Set
●
變頻式冷卻機
2T
1 Set
○
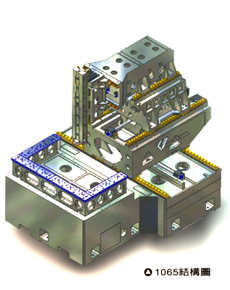
完整的設計結構
符合不同客戶要求的加工特性,特地設計各具專長機械結構來達成要求,採用動柱式設計的1065可承受較大的模具重量,1063則適合長寬面積較大的模具加工。
結構設計透過有限元素分析機械結構剛性,以確保整體結構設計的確實性。
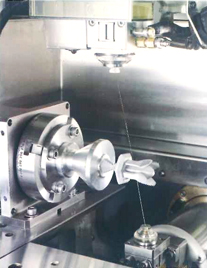
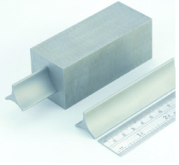
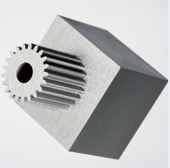
樣品展示
高厚度組合件加工
切割次數=3刀
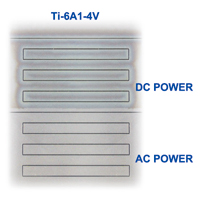
切割電源系統選擇
藉由輸出能量變化,可選擇針對各特殊工件材質及特性進行加工達到最佳化切割效果及加工表面層
高速無電解 AC 電源防止工作物電解腐蝕、電解變質與陽極氧化的抑制,可防止加工物表面的硬度下降、提高模具壽命,並且可達到研磨工程大幅減少,特別是超硬合金材料加工時,會因有結合材易釋出問題,和容易生鏽的系列材料會有表面酸化問題,而鋁合金材料或鈦合金材料等因無電解電源可大幅控制陽極氧化,而發揮原材質的威力。
遠端監控時代來臨
遠端監控時代來臨
不必親臨現場也能做即時加工監控。使用PC或筆電在家就可能看見現場操作的使用情況。
利用它來隨時上傳或下載CAD/CAM製作好的NC檔案分享至機台控制器,使用和監控同時進行縮短停機時間,甚至透過控制器分析的智慧型網管系統自我診斷能力,遠端監控可及時分析各機台使用狀況,也可利用手機傳送機台使用訊息即時掌握 (選配),提供技術協助與維修處理提高工作效率與方便性。(選配)
2011年全功能轉角輔助系統
全功能轉角輔助系統
運用軟體精密計算搭配放電能量精準控制,可減少外角嚴重崩角現象及改善內角曲線失真情形。有助於沖壓模時各角的配合提升。
加工條件:線徑=0.20mm 工件材質=SKD11 刀數=1刀 測量倍數=150x 光學投影機
全功能自動能量衰減變化,搭配精確的伺服增益調整可分內角/外角設定依接近轉角距離,根據其能量設定與運用軟體計算出轉角型態,可多重選擇,減少崩角現象及曲線失真加工出自然 R 角,可以得到最佳的角度加工。
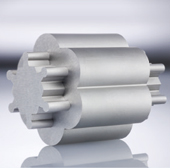
加工實例 1
工件材質:SKD-11
加工實例 2
工件材質:SKD-11
加工實例 3
工件材質:SKD-11
加工實例 4
工件材質:SKD-11
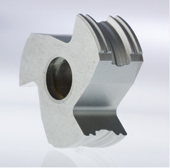
B 軸成型刀加工
工件材質:SKD-11st / 2 hrs nd / 1 h rd / 50 min
PCD 成型刀加工
工件材質:PCD
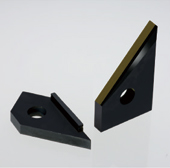
斜度加工
工件材質:SKD-11
0.1線徑加工
搭配0.1線徑切割可用於 IC 模具精密連線模等等微細產業(選配)
加工電源
迴路方式:Power MOS Transistor
最大輸出電流:25A
電流選擇:10
休止時間:50
CNC 裝置
輸入方式:keyboard, RS-232C, CF card reader
螢幕顯示:15-lnch Color
制御方式:32bit, 1-CPU, Semi Closed Loop Software Servo System
控制軸數:X, Y , U , V, Z ( 5Axis )
設定單位:0.001mm
最大指令值:±9999.999mm
補間: Linear / Circuler
命令:Abs / lnch
加工速度控制:Servo / Const. Feed
圓形倍率: 0.001-9999.999
加工條件記憶:1000-9999
最大耗電量:3Phase 220 10% / 13kva
建議事項
設置條件輸入電源條件
環境溫度, 溼度
設置環境
接地施工 2 的接地線。
氣壓源需求 2 以上
※ 依本公司提供之專有加工參數為準則